





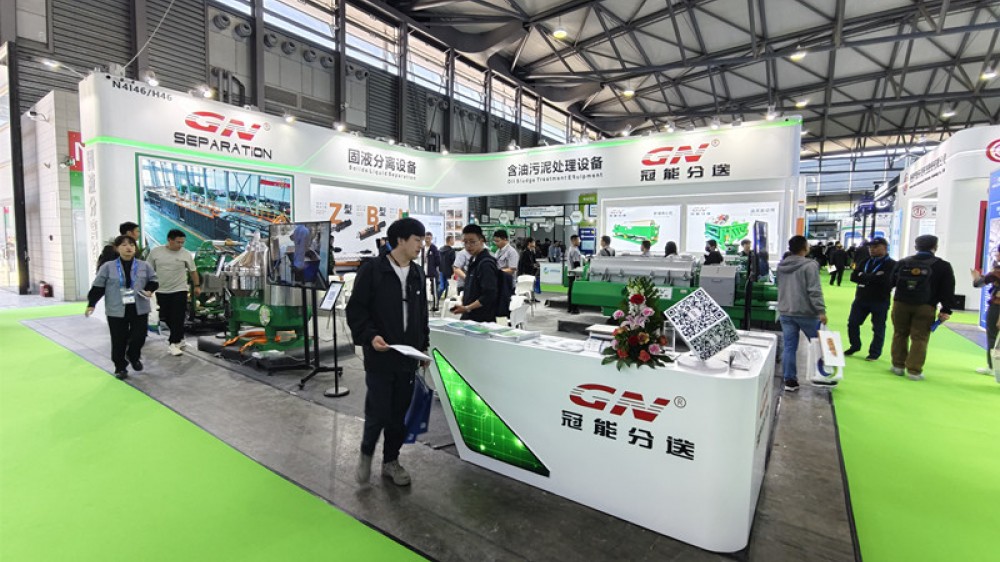
GN Separation will Exhibit at IE Expo China 2025 in Shanghai
GN Separation is set to exhibit its equipment at the 26th edition of IE expo China 2025, Asia’s premier environmental technology exhibition. Scheduled from April 21–23 at the Shanghai New International Expo Centre (SNIEC), the event will serve as a platform for GN Separation to unveil three core equipment designed for industrial separation processes: the Fully Hydraulic Centrifuge, Three-Phase Decanter Centrifuge, and Solid Vacuum Pump.



